Engineering, innovation, and the standards behind what we build.
How It's Built
Read More
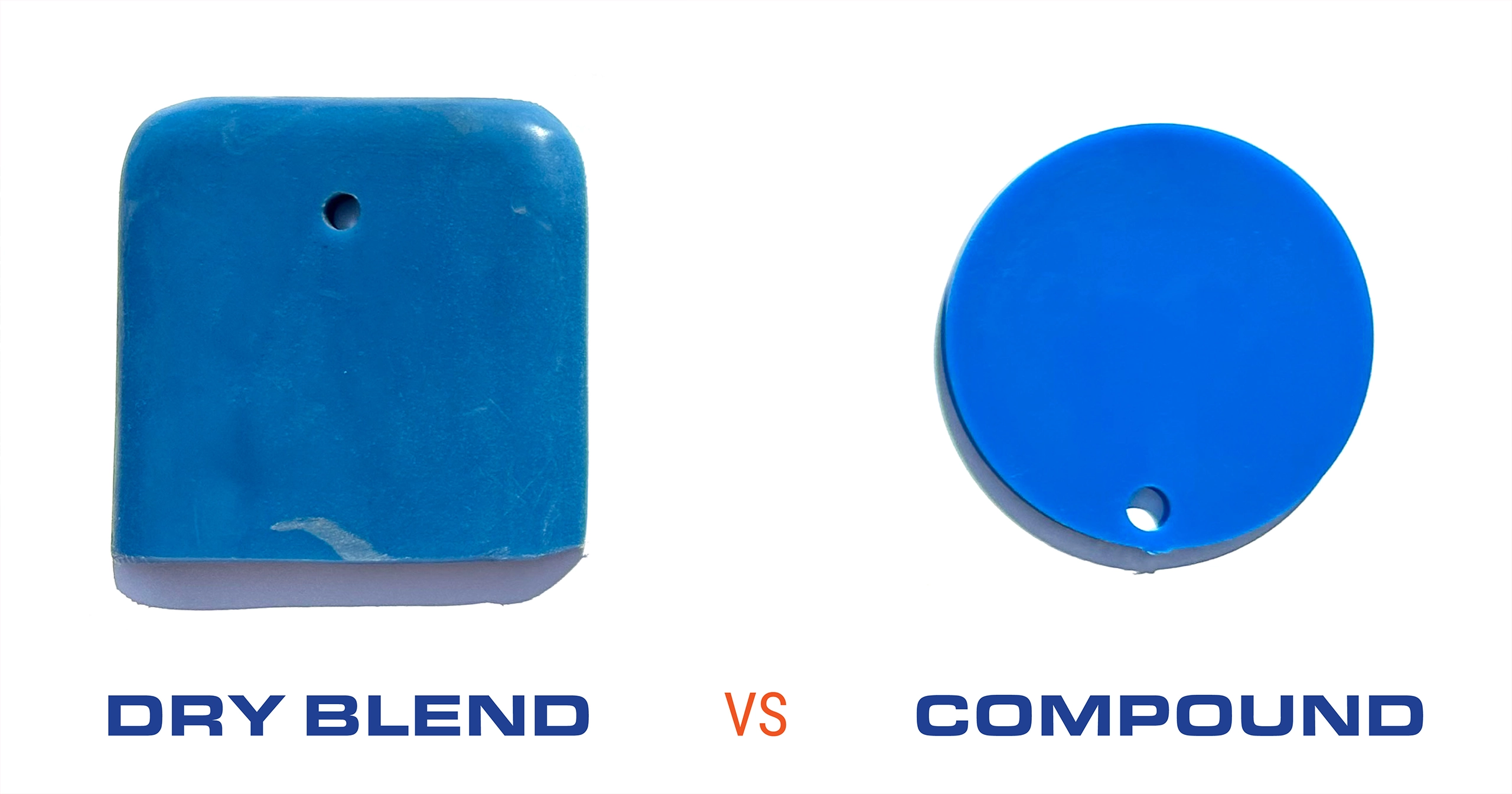
How Does Polyethylene Get Its Color?

The Standards
Read More
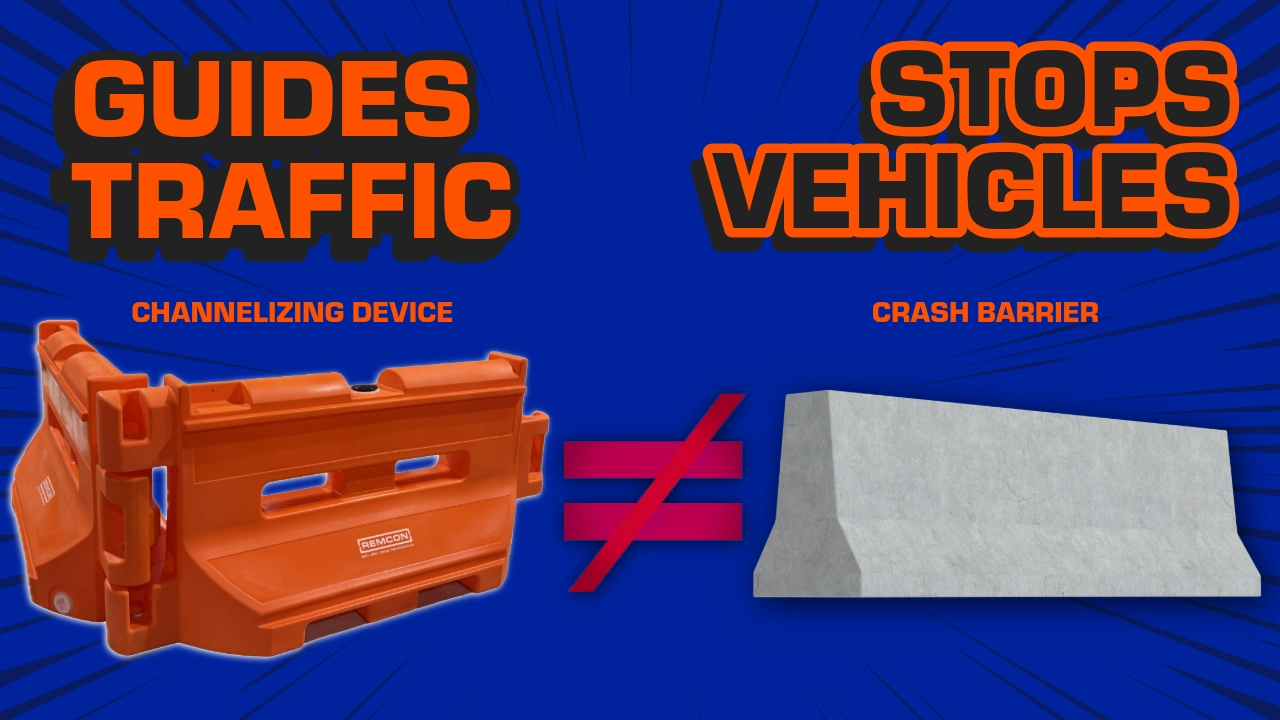
Barrier vs Barricade vs Longitudinal Channelizing Device: What’s the Difference?
The Standards
Read More
What Does MASH Mean for Water-Filled Barricades? (And Why They Aren’t Crash Barriers)
How It's Built
Read More
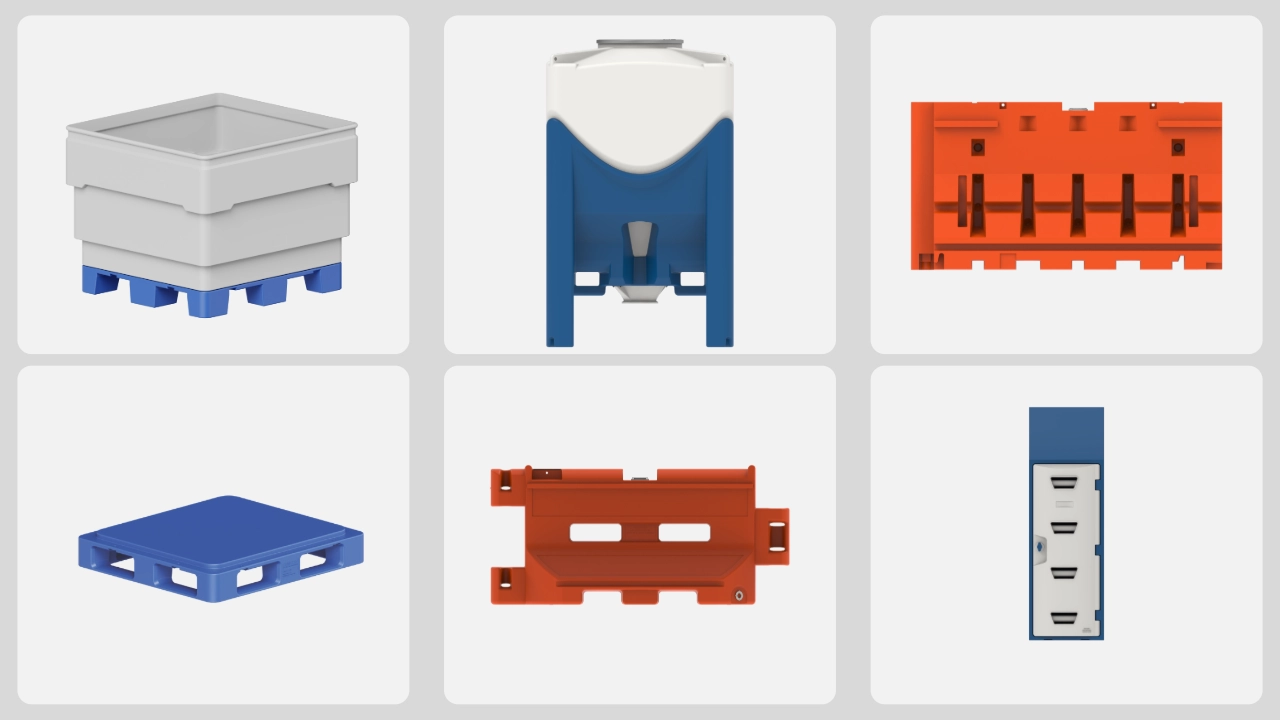
What Is Rotational Molding Used For? Common Applications and Examples
How It's Built
Read More
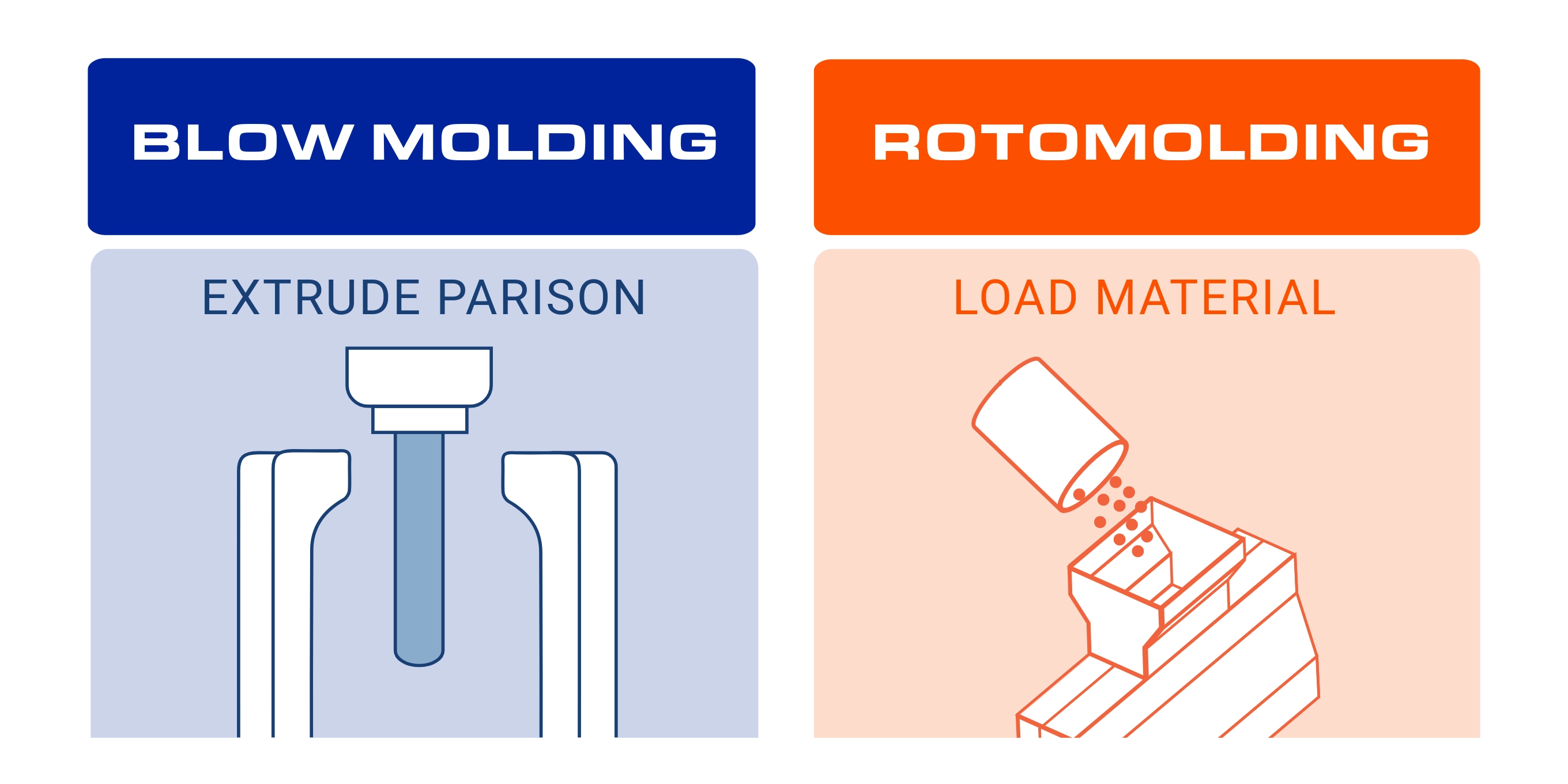
Rotational Molding vs Blow Molding: What’s the Difference?
How It's Built
Read More
Why Rotationally Molded Pallets Are Superior to Injection Molded

WE'VE BEEN DOING THIS FOR A WHILE
Call us first, because if we can't solve your problem, we'll tell you who can.